1、数控机床PLC的故障特点
PLC在数控机床上起着连接NC与数控机床的桥梁作用。一方面,系统操作面板的控制信号先是进入NC,然后由NC送到PLC。在可编程控制器的控制下,给数控机床发出控制指令,控制油泵、电磁阀、继电器、指示灯等,并将状态信号发送到NC;另一方面,在对大量开关信号处理过程中,任何一个信号没有检测到,任何一个执行元件不动作,都会使数控机床出现故障。在维修中,此类故障在数控机床的故障中占很大比例。因此,掌握使用PLC诊断设备故障是十分重要的。
与PLC有关的故障应首先确认PLC的运行状态是什么。例如一台配备三菱FX2N-32ER系统的数控机床,PLC动作原理如图1所示。当机床通电后,按下系统操作面板的控制按钮,所有外部动作都不执行(即PLC的输出无动作),检测PLC后,发现由于导电性异物,导致PLC失控,则WDT出错,LED灯闪亮。将PLC异物清理后,重新送电,机床恢复正常。还有当PLC因外部信号的原因,而产生中断时,本身不能完成自启动,需要通过可编程器控制器手动启动。维修人员在分析与PLC相关的故障时,应先了解PLC正常运行时的情况。了解PLC故障产生时,哪些输出结果是不正常的。例如数控机床抬升停止是因为PLC向系统发出了电磁阀吸合,而油路没有产生油压,进料无法自动完成。PLC和NC之间的一些故障,有时是在NC上,即输入信号源的问题导致PLC的动作错误,对于机床维修的工作人员,应该熟悉各个输入部件的功能和作用以及该元件老化后容易出现在PLC上的问题。

图1 PLC运行状况框图
大多数有关PLC的故障与外围电器有关,PLC有自身的诊断程序,对程序的错误、硬件错误都会发出相应的报警,在维修时,必须注意这些报警,加以区别。在部分控制正常时,就不应该怀疑是PLC本身程序的出错,毕竟程序经过一段时间运行后,应该说是基本可靠的,而PLC外部接口的输入或输出多易出现故障,应检查输出模块或驱动电机等。
数控机床的硬件故障往往多于软件故障。机床某一项动作的不能执行,往往是因为该动作的外部输入条件不满足造成的,而不是可编程控制器本身软件的问题,这一点广大维修人员应多加注意。
2、PLC故障的检测方法
2.1 根据可编程控制器内部的故障类型诊断故障
一般来说,数控机床的PLC程序都是机床厂家根据设备实现的功能而二次开发的,不同种类的机床,开发不同类型的操作指令、动作顺序以及报警文本。当机床运行时,监控程序对出现的异常情况,发出相应报警。维修中要注意这些报警。
维修实例1:某数控拉拔机的液压系统在自动旋转拉拔铜管过程中指令不动作,运行一段时间后,就自动停止,且没发现明显的异常。CRT显示某报警信号,查手册得知该报警表示变频电机过负荷或照相机损坏。检测PLC后发现是camera开关信号为“0”,即camera无信号。
根据报警内容,可诊断故障发生的具体位置,由于相应的位置检测开关无信号送至PLC的输入端,从而导致PLC无法正常输出。造成camera无动作的可能原因有两个:一是由于照相机接线损坏,使得信号无法传输到PLC;二是camera本身发生故障导致没有开关信号。首先检测camera的信号屏蔽线是否损坏,通过检测发现屏蔽线正常,屏蔽线接头也良好,无不良触点。camera本身的检测,发现camera能正常开机,且有图像,但是图像模糊,经过仔细检测发现,由于camera的镜头被高温拉拔油弄脏,导致camera图像不正常,无法检测铜管断点,导致系统报警出错。
维修实例2:CK6150数控车床在进行螺纹加工时出现乱牙,运行一段时间后,发现加工时螺纹时好时坏,且系统在自检过程中PLC有时会有报警。查手册得知该报警表示光电编码器故障或接线问题。因为加工螺纹时好时坏,怀疑是线路的问题。PLC在运行中提示电机的动作异常。重新接线后发现问题依旧,然后更换光电编码器,更换后运行正常。后经仔细询问得知,操作工在用天车吊起工件过程中,碰到了光电编码器,使编码器发生故障。由于编码器的故障导致伺服电机的运动异常,导致PLC检测电机运行程序时出错。
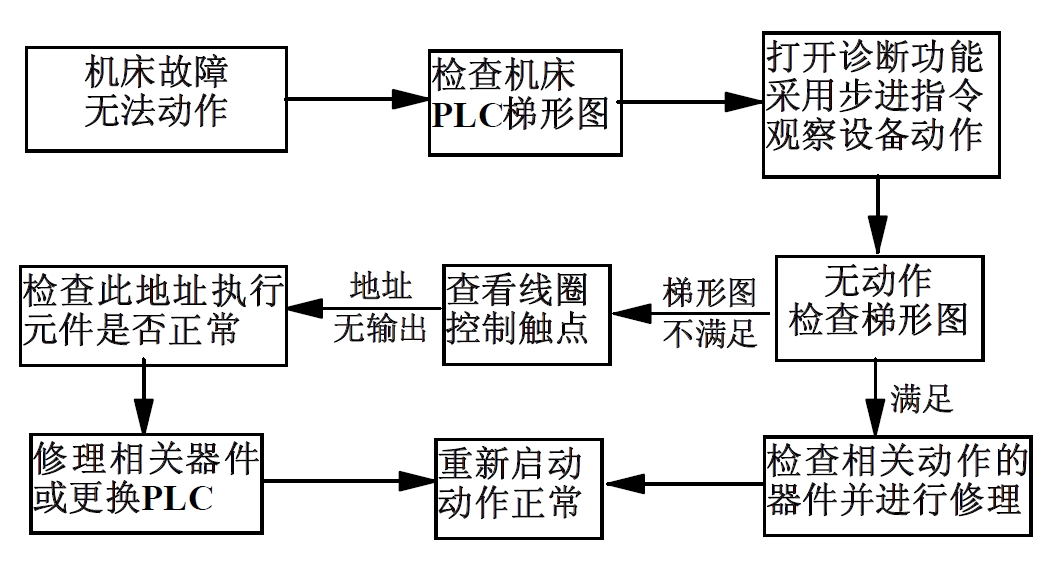
图2 PLC诊断过程框图
2.2 根据程序的工作原理诊断故障
利用数控机床的PLC的程序诊断功能,可以很方便地查找故障类型和位置。例如:使用西门子S7-300PLC,如图2所示。使用外接电脑,打开PLC内部程序。首先打开诊断功能,对程序进行检查,在发现问题的地方,采用步进指令,一步一步运行,观察设备的动作情况;如没有这个动作,查看与该动作相关的条件(常闭、常闭触点、线圈)是否满足;如果不满足,查看该触点由那些线圈控制,这样可以很快地查到没有输出的地址,检查与此地址相关的执行元件是否正常。通过梯形口的检测,可以很快地找到问题的所在。但是也要求维修人员对该型号的PLC有很深入地了解。
维修实例1:数控拉拔机总是在运行一段时间后,就自动停止运行,PLC报警提示电机过热。首先打开STEP7编程软件。打开“PLC”→“Diagnostics/Setting”→“Diagnose Hardware”,快速查看硬件故障信息:“STOP because engine_on is Failure”。根据故障信息,在STEP7中打开OB模块中的FB10程序,其中包含发动机的梯形图和多重背景数据,查看其中与发动机报警出错相关的线圈和触点。在梯形图中发现由于电机风扇接线损坏,造成电机风扇触点没有闭合,从而主电机过热,温度传感器报警。断开主电机回路,通过PLC可以很快地查找故障点,并且对故障的范围也有一个确定。
维修实例2:数控机床中对电机的转速控制是非常重要的。一方面它反应了光电编码器是否正常工作,另一方面也表现了电机的转速波动。本程序检查电机实际速度是否大于或等于预设的速度。在大于或等于预设速度时,则输出#Preset_Speed_Reached(预设速度值达到);在发现电动机低于预设速度时,则产生报警。
2.3 根据PLC的I/O点状态诊断故障
根据PLC的I/O点的状况,来确定信号元件和执行元件是否正常。通过观察PLC I/O点的指示灯,就可以确定PLC的I/O是否有输入或输出。
维修实例1:数控锯床的PLC系统,控制液压系统部分的操作。在维修中发现,PLC的输入触点发生异常,导致PLC无输出。在平常的工作中要特别注意此类故障,此类故障在梯形图上不容易找到,因为这个故障本身就是硬件引起,软件上既是有输入,状态也正确。但是由于是硬件故障,就导致PLC无输出。因此在维修工作中,要注意I/O点的测量,一般来说,当一个输入点发生故障时,就说明PLC的I/O点寿命可能快到期了。PLC若有2个以上I/O点损坏,就该考虑是否更换PLC。这种方法可以快速辨别由PLC的I/O点的不正常工作引起的故障。



 上海育仰科教设备有限公司
上海育仰科教设备有限公司



