

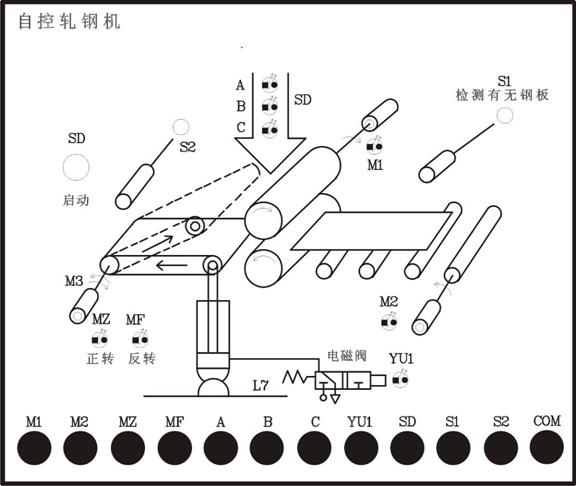
| 输入地址 | 输出地址 | ||||
| SD | X0 | M1 | Y0 | A | Y4 |
| S1 | X1 | M2 | Y1 | B | Y5 |
| S2 | X2 | MZ | Y2 | C | Y6 |
| SIN4 | X3 | MF | Y3 | YU1 | Y7 |
|
0 LD X000 1 OR Y000 2 ANI M100 3 OUT Y000 4 LD X000 5 OR Y001 6 ANI M100 7 OUT Y001 8 LD X001 9 ANI M100 |
10 ANI X002 11 OUT Y002 12 LD X002 13 ANI M100 14 ANI X001 15 OUT Y003 16 OUT Y007 17 LD X002 18 ANI M100 19 OUT C0 K1 |
22 OUT C1 K2 25 OUT C2 K3 28 LD C0 29 OUT Y005 30 LD C2 31 OUT Y006 32 LD X002 33 OUT C3 K4 36 LD C3 37 RST C0 |
39 RST C1 41 RST C2 43 OUT M100 44 LD X000 45 RST C3 |

| SD | X0 |
可 编 程 控 制 器 实 验 台 |
Y0 | M1 | |
| S1 | X1 | Y1 | M2 | ||
| S2 | X2 | Y2 | MZ | ||
| Y3 | MF | ||||
| Y4 | A | ||||
| Y5 | B | ||||
| Y6 | C | ||||
| Y7 | YU1 | ||||
|
+24V |
|||||
| COM0-COM5 | |||||

 上海育仰科教设备有限公司
上海育仰科教设备有限公司上海育仰科教设备有限公司作为注重自主研发的教学设备生产厂家,汽车教学生产厂家和钳工台生产厂家
联系人:张经理 联系电话:15216837090 公司电话:021-60766769 公司地址:上海市嘉定区鹤旋路26弄22号




